我们为您准备了【云浮】【本地】承压水箱全国发货首选辉煌产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:【云浮】【本地】承压水箱全国发货首选辉煌的图文介绍
辉煌供水设备有限公司自成立以来,就以“诚实经营,高质服务”作为服务理念,一方面积j i开拓 不锈钢水箱、市场,紧跟信息产业的发展潮流,不断增强 不锈钢水箱、中心技术实力,同时还大力加强内部管理,提高员工的整体素质,树立良好形象。并结合客户实际情况科学有效的 不锈钢水箱、方案!欢迎来电咨询!


承压保温水箱施焊前,应清除坡口及其母材两侧表面20mm范围内的氧化物、云浮附近油污、云浮附近熔渣及其他有害杂质。3.3.6、云浮附近焊缝表面不得有裂纹、云浮附近气孔、云浮附近弧坑和飞溅物,对不锈钢类焊缝施焊时应在两侧涂 以防飞溅。3.3.7、云浮附近焊缝同一部位的返修次数不宜超过两次。如超过两次须由质量保证工程师批准。要求焊后热处理的容器,一般应在热处理前进行返修,若在热处理后返修,补焊后应作必要的热处理。3.3.8、云浮附近应在规定的部位打上焊工钢印。对有防腐要求的不锈钢压力容器,不得在防腐面采用硬印作为识别标记。3.3.9、云浮附近受压元件之间或受压元件与非受压元件组装时的定位焊,若保留成为焊缝金属的一部份,则应按受压元件的焊缝要求施焊。






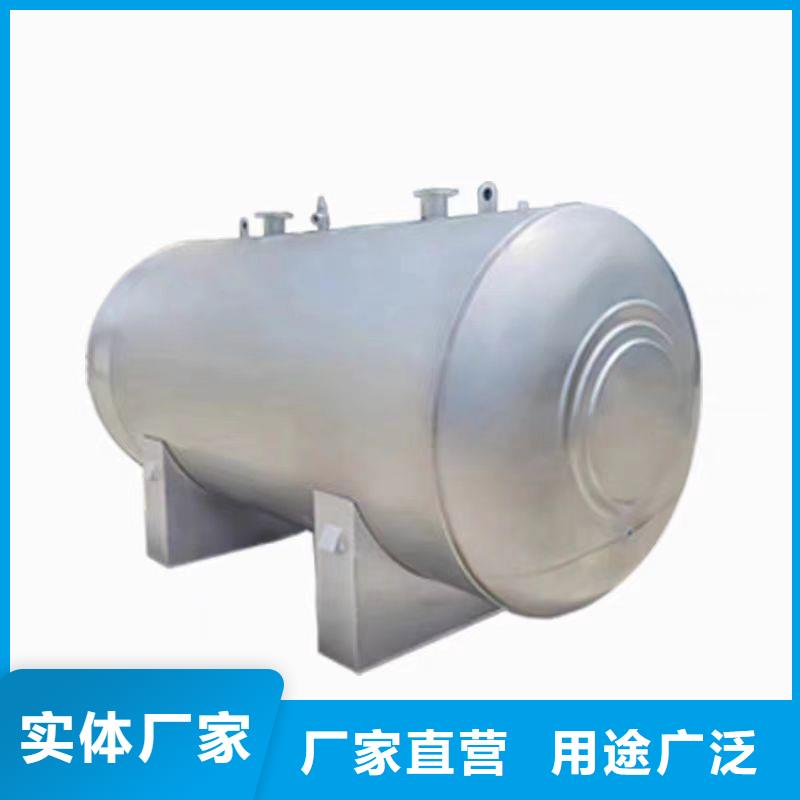
承压保温水箱容器的焊接:
3.3.1、云浮当地施工人员应严格按照图纸及焊接工艺规程的要求进行施焊。
3.3.2、云浮当地正常情况下,DN≥1000,δ≥8的容器A、云浮当地B类焊缝可优先使用自动焊;DN≥600,δ≥8的容器A、云浮当地B类焊缝,外圈可使用自动焊,内圈使用手工焊。
3.3.3、云浮当地C、云浮当地D类接头的焊脚高度,在无图样规定时,取焊件中较薄者之厚度,补强圈的焊脚高度,当厚度﹥8mm时,其焊脚高度等于补强圈厚度的70%,且不小于8mm;当厚度≦8mm时,其焊脚高度等于补强圈厚度。C、云浮当地D类接头焊缝与母材应呈圆滑过渡。
3.3.4、云浮当地对焊接接头系数ф=1的容器及不锈钢容器,其焊缝表面不得有咬边,其他容器焊缝表面的咬边深度不得大于0.5mm,咬边连续长度不得大于100mm,焊缝两侧咬边总数不得超过该焊缝长度的10%。



1.3、云浮当地承压保温水箱的焊接应按焊接工艺及我公司的《通用焊接工艺规程》要求进行。
1.4、云浮当地对我公司无能加工的零部件,如封头、云浮当地膨胀节等要严格按有关标准进行验收把关,确保外协件质量。
1.5、云浮当地要通过装备能力的不断提升,工艺手段的不断完善,实现产品质量的持续提高。

 扫一扫
扫一扫